




Учебный центр
Принципы работы
Изделия из холоднокатаного металлического листа при окраске требуют особого подхода.
Производство холоднокатаного листа, невозможно без смазывающих составов, которые при
прокате, проникают в поверхностный слой металла и создают барьер для качественной
адгезии (сцепления) лакокрасочного покрытия с металлом. К сожалению, пока покрытие
окончательно не сформировалось, а это происходит минимум на 3 сутки, а недорогие
алкидные материалы, как правило, формируют окончательную пленку на 7 сутки, нет
возможности понять качество адгезии. Не досохший лакокрасочный материал, обладает
высокой эластичностью и не откалывается при проверке адгезии методом решетчатого
надреза. А при отсутствии адгезии, Вы получаете лакокрасочную пленку, которая при
механическом воздействии будет отслаиваться кусками.
Наши специалисты разработали
состав смол в комплексе с функциональными добавками, обеспечивающий надежную адгезию на
холоднокатаном металле со стандартной подготовкой обезжириванием.
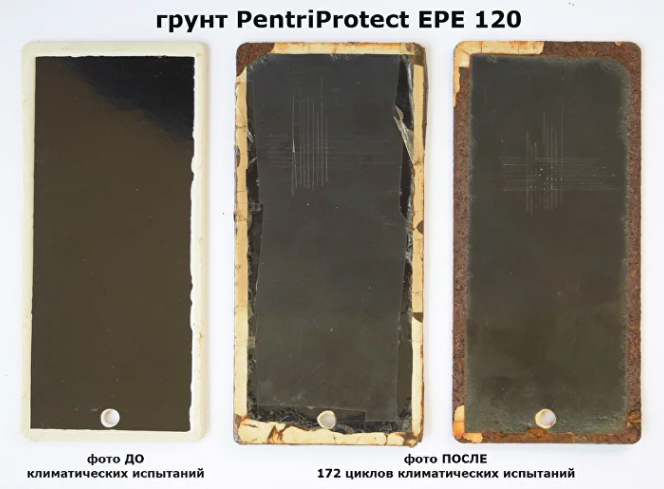
Фото пластин с
проверенной адгезией после конечной полимеризации проведенных климатических испытаний.
Примеры проверки адгезии: PentriProtect EPE 120
Изделия из холоднокатаного металлического листа при окраске требуют особого подхода.
Производство холоднокатаного листа, невозможно без смазывающих составов, которые при
прокате, проникают в поверхностный слой металла и создают барьер для качественной
адгезии (сцепления) лакокрасочного покрытия с металлом. К сожалению, пока покрытие
окончательно не сформировалось, а это происходит минимум на 3 сутки, а недорогие
алкидные материалы, как правило, формируют окончательную пленку на 7 сутки, нет
возможности понять качество адгезии. Не досохший лакокрасочный материал, обладает
высокой эластичностью и не откалывается при проверке адгезии методом решетчатого
надреза. А при отсутствии адгезии, Вы получаете лакокрасочную пленку, которая при
механическом воздействии будет отслаиваться кусками.
Наши специалисты разработали
состав смол в комплексе с функциональными добавками, обеспечивающий надежную адгезию на
холоднокатаном металле со стандартной подготовкой обезжириванием.
Фото пластин с
проверенной адгезией после конечной полимеризации проведенных климатических испытаний.
Примеры проверки адгезии: PentriProtect EPE 120
Изделия из холоднокатаного металлического листа при окраске требуют особого подхода.
Производство холоднокатаного листа, невозможно без смазывающих составов, которые при
прокате, проникают в поверхностный слой металла и создают барьер для качественной
адгезии (сцепления) лакокрасочного покрытия с металлом. К сожалению, пока покрытие
окончательно не сформировалось, а это происходит минимум на 3 сутки, а недорогие
алкидные материалы, как правило, формируют окончательную пленку на 7 сутки, нет
возможности понять качество адгезии. Не досохший лакокрасочный материал, обладает
высокой эластичностью и не откалывается при проверке адгезии методом решетчатого
надреза. А при отсутствии адгезии, Вы получаете лакокрасочную пленку, которая при
механическом воздействии будет отслаиваться кусками.
Наши специалисты разработали
состав смол в комплексе с функциональными добавками, обеспечивающий надежную адгезию на
холоднокатаном металле со стандартной подготовкой обезжириванием.
Фото пластин с
проверенной адгезией после конечной полимеризации проведенных климатических испытаний.
Примеры проверки адгезии: PentriProtect EPE 120
Справочная информация
Дефекты и вопросы по ЛКП
Толщина лакокрасочных покрытий, обеспечивающих противокоррозионную защиту, должна быть
достаточно большой. Толщина покрытия влияет на скорость проникновения агрессивных агентов к
поверхности металла. Поэтому, для условий эксплуатации с различными параметрами
агрессивности толщина покрытия устанавливается в соответствии со степенью агрессивности
среды:
Вместе с тем существует мнение, что не всегда наращивание толщины покрытия
приводит к повышению его противокоррозионных свойств. При значительной толщине покрытия
могут возникать внутренние напряжения, приводящие к расслаиванию. Толщина покрытий должна
гарантировать отсутствие капиллярной проницаемости, т.е. быть несколько больше критической
толщины покрытия. Для различных условий эксплуатации превышение толщины покрытия сверх
критической колеблется в 1,5-5 раз. В идеальном случае этот коэффициент подбирается опытным
путем.
Данный дефект проявляется в виде вздутия ЛКП на отдельных участках окрашенной поверхности
из-за локальной потери адгезии лакокрасочным покрытием.
Этот дефект может
появиться по следующим причинам:
- Некачественная подготовка поверхности или нанесение ЛКМ на влажную поверхность.
- Присутствие в лакокрасочном материале или сжатом воздухе частиц воды или минерального масла.
- Нанесение лакокрасочного материала на нагретую поверхность при прямом солнечном освещении.
- Попадание влаги на несформировавшееся лакокрасочное покрытие.
- В лакокрасочном материале присутствует большое количество пузырьков с воздухом.
Потёки - это локальные неоднородности толщины лакокрасочного покрытия, которые образуются из-за стекания лакокрасочного материала во время нанесения и отверждения ЛКП на вертикальных и наклонных участках окрашиваемого изделия.
Потёки могут быть вызваны:
- Некачественной подготовкой поверхности.
- Завышенной или заниженной рабочей вязкостью лакокрасочного материала.
- Завышенным или заниженным давлением сжатого воздуха при пневмораспылении.
- Неотрегулированным размером окрасочного факела.
- Неправильным размещением краскораспылителя относительно плоскости окрашиваемой поверхности (краскораспылитель необходимо держать перпендикулярно относительно окрашиваемой поверхности).
- Маленькое расстояние между соплом краскораспылителя и окрашиваемой поверхностью.
- Слишком медленным перемещением краскораспылителя при окрашивании.
- Неправильным соотношением между вязкостью ЛКМ и давлением сжатого воздуха.
- Нанесением слишком толстого слоя ЛКМ на вертикальную поверхность.
- Высоким поверхностным натяжением на острых кромках окрашиваемого изделия.
- Недостаточными тиксотропными свойствами лакокрасочного материала.
Степени предварительной подготовки поверхности
Стандарт ISO определяет восемь степеней подготовки поверхности. В спецификациях часто употребляются следующие стандарты:
При поверхностном рассмотрении невооружённым взглядом, подложка должна выглядеть очищенной от видимых следов масла, жира и грязи и от плохо прилегающей окалины, ржавчины, краски и посторонних веществ.
Подготовка поверхности вручную и с помощью электроинструментов: скобление, зачистка
проволочными щётками, механическими щётками и шлифовка – обозначается буквами "St".
Прежде,
чем начать очистку вручную или электроинструментами, толстые слои ржавчины должны быть
удалены способом обрубки. Видимые загрязнения от масла, жира и грязи тоже должны быть
удалены.
После очистки вручную и электроинструментами, поверхность должна быть очищена
от отслаивающейся краски и пыли.
{kind=link}
{kind=link}

Региональные представительства в Москве, Екатеринбурге, Воронеже
8 (800) 300-68-37 info@pentrimax.ru